دستگاه دربند قوطی فلزی، عمل پلمپ درب قوطی فلزی را بر روی بدنه قوطی بر مبنای فاکتور 1881 سازمان ملی استاندارد انجام می دهد .
نام های شناخته شده این دستگاه، دربندی، والس، سیمر، پلمپ، کپینگ می باشد. عملیات این دستگاه به صورت اتومات و بدون دخالت نیروی انسانی صورت می گیرد، تنها اقدامی که اپراتور دستگاه صورت می دهد، پرکردن خشاب درب قوطی می باشد که البته امکان اتوماتیک وارد شدن درب قوطی به دستگاه نیز مهیا می باشد.
پس از وارد شدن قوطی به دستگاه دربند، عملیات پلمپ یک قوطی با عملکرد صیح و دقیق بخش های اصلی دستگاه شامل ستاره ورود، درب انداز اتومات، پدال، قرقره عمل اول، قرقره عمل دوم، ستاره خروج صورت می پذیرد، پس برای هماهنگ نگه داشتن قطعات این دستگاه در مدت زمان طولانی و با سرعت دربندی بین 80 الی 200 عدد قوطی در دقیقه، می بایست همه آنها تحت یک محور مکانیکی اصلی فرمان پذیر باشند .
در اینجا به توضیحات دستگاه دربندی قوطی فلزی 4 هد و یا 6 شش اتومات روتاری می پردازیم .
مشخصات فنی دربند تمام اتومات
جنس : بدنه چدن و یا استنلس استیل 304 نگیر، دارای روکش استنلس استیل 304 نگیر .
ظرفیت دستگاه : 80 الی 200 قوطی در دقیقه
سیستم عملکرد : الکترومکانیک
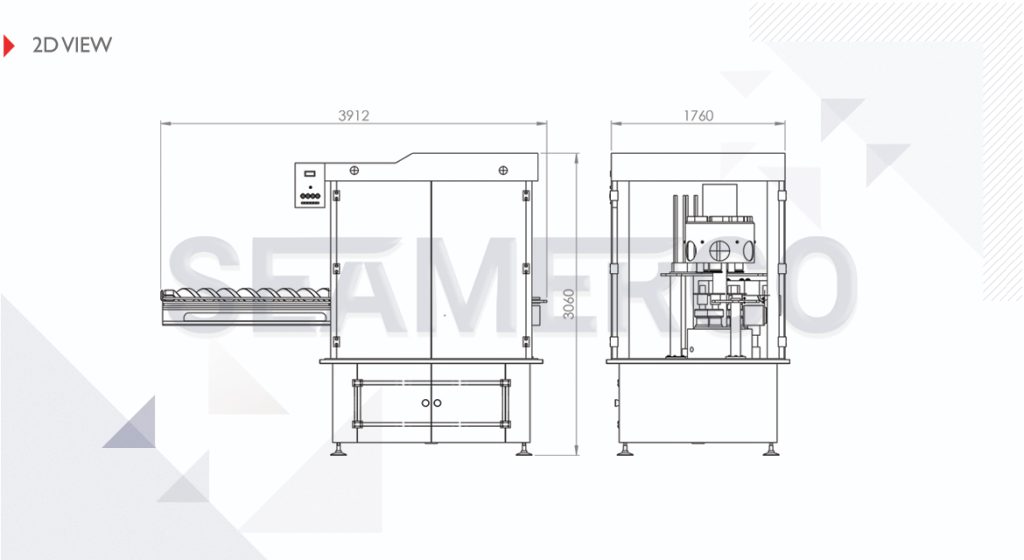
ابعاد : طول 300 س متر * عرض 140 س متر * ارتفاع 210 س متر
توان مصرفی : 3 کیلو وات
دارای سیستم روغنکاری اتومات
دارای درب انداز اتومات
مجهز به سیستم شمارنده قوطی های دربندی شده
مجهز به محافظ طلق جهت ایمنی اپراتور
قابل تنظیم برای انواع قوطی ها در ابعاد مختلف از دهانه 42 میلی متر الی 165 میلی متر از ارتفاع 3 سانتی متر الی 18 سانتی متر
دستگاه مجهز به plc و دارای کنترل دور متغییر مکانیکی می باشد .
عملکرد دستگاه دربند قوطی، با ورود قوطی پر شده به دستگاه دربند اتومات آغاز می شود، ابتدا قوطی بر روی ریل و یا نوار ترانسپورت دستگاه، توسط اهرم فیزیکی و یا سنسور چشمی تشخیص داده می شود، سپس قوطی ها وارد ماردون جلو برنده قوطی می شوند تا مطابق با تنظیمات دستگاه، قوطی در زمان مشخصی که پدال نگهدارنده قوطی در حال چرخش است قوطی مورد نظر را دریافت نماید و عمل دربندی را صورت دهد، پس با هر بار وارد شدن یک قوطی به دستگاه، اهرم فیزیکی و یا سنسور چشمی عمل کرده و اولین اقدام یعنی باز شدن دریچه رها سازی درب های دپو شده در بخش درب انداز صورت می گیرد، تا درب رها شده بر روی ریل قرار بگیرد، با قرار گیری درب رها شده بر روی ریل، ناخنک مخصوصی که در حال چرخش است قوطی رها شده را در داخل ریل به جلو هدایت می کند، این عمل تا رسیدن درب قوطی تا لبه ریل صورت می گیرد، از طرفی قوطی های وارد شده به دستگاه با ماردون به جلو هدایت می شوند تا ستاره ورود دستگاه قوطی را از ماردون تحویل بگیرد، ستاره ورود با هر بار چرخش، قوطی مورد نظر را دقیقا بر روی یکی از پدال های دستگاه قرار می دهد، همان جایی که قرار است قوطی در معرض دوخت قرار بگیرد، با هماهنگی های قطعات ستاره ورود، ریل درب انداز، و عملکرد پدال، ابتدا قوطی بعد از خارج شدن از ریل درب انداز بر روی قوطی قرار می گیرد، سپس ستاره ورود قوطی حاوی درب را روی پدال در حال چرخش قرار می دهد، و میل اوت کن با فشاری که از وسط هد به درب قوطی وارد می کند باعث می شود تا درب قوطی روی بدنه سفت و محکم بماند، پدال با چرخش در محور مرکزی دستگاه و بالا آوردن قوطی، انرا در معرض دوخت قرار می دهد، ابتدا قرقره عمل اول که عملیات گرد کردن لبه درب قوطی و لبه قوطی را با هم صورت می دهد عملیات را به پایان می رساند و سپس قرقره عمل دوم، عملیات صاف کردن لبه گرد شده را صورت می دهد.
پس از پایان عملیات دوخت پدال پائین می آید تا قوطی به ستاره خروج تحویل داده شود، ستاره خروج با گرفتن قوطی آنرا به بیرون از دستگاه هدایت می کند.
سرعت دستگاه دربندی بستگی به هد هر دستگاه دارد که معمولا از 80 عدد در دقیقه تا 200 عدد در دقیقه سرعت قابل تنظیم دستگاه دربندی 4 هد تا 6 هد می باشد .
عمل دوخت و یا پلمپ و یا دربندی درب قوطی بر روی بدنه می بایست مطابق با فاکتورهای دوخت تدوین شده سازمان ملی استاندارد به شماره 1881 باشد که سه پارمتر ان عبارتند از ضخامت دوخت، ارتفاع دوخت، ارتفاع بدنه دوخت که بسته به ضخامت قوطی و درب قوطی متفاوت می باشد .
با هر بار وارد شدن یک قوطی به دستگاه دربند یک شمارنده وظیفه شمارش قوطی های دربندی شده را دارد .
از این دستگاه به عنوان دستگاه قلب خط تولید نیز یاد می شود، در صورت عملکرد ناصحیح این دستگاه، هوا وارد قوطی شده، محتویات قوطی کپک می زند، و یا خشک می شود و یا به صورت ترشح مواد خراب شده از لبه های درب قوطی پس از دو الی چند ماه خارج می شود که این موضوع باعث صدمه خوردن به برند محصول در بازار می شود .
معمولا مدیران کنترل کیفیت در هر روز تولید سه مرتبه در ساعت های مختلف خروجی عملکرد این دستگاه را اندازه گیری می کنند تا مطابق با فاکتور های دوخت تدوین شده سازمان ملی استاندارد باشد .